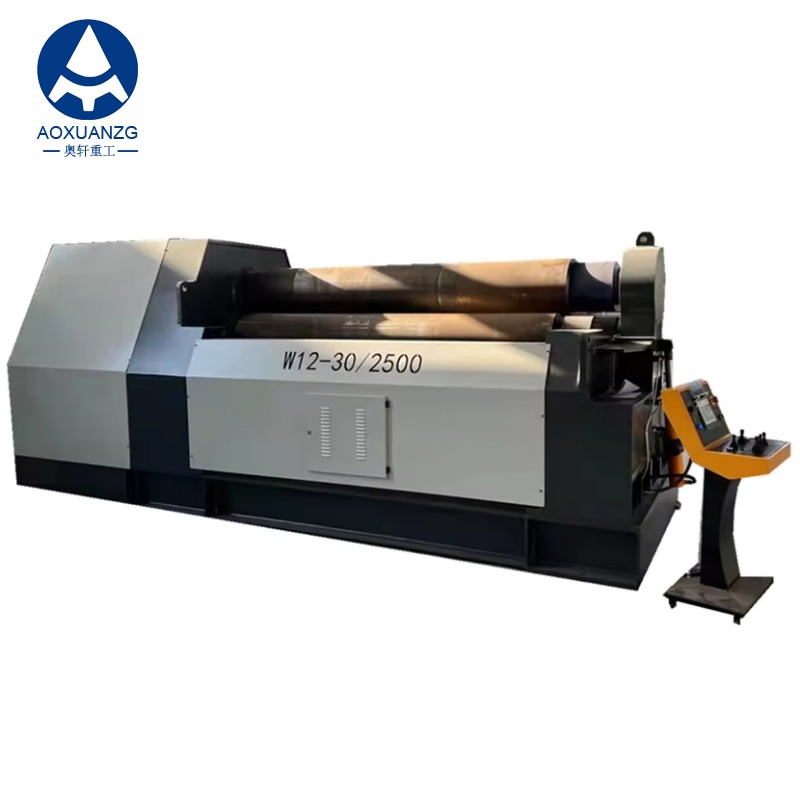




آلة ثني الصفائح W12CNC مع جهاز تحكم عن بعد هيدروليكي 16 × 2000 مم آلة لف الصفائح بأربع أسطوانات
1. محتوى السعر فوب سعر شنغهاي ، الصين
2. السعر الصالح: خلال 30 يومًا؛
3. طريقة الدفع: عند توقيع عقد بيع المنتج والاتفاقية الفنية، سيتم دفع 30% من المبلغ الإجمالي للعقد، وسيتم دفع 70% من المبلغ الإجمالي للعقد في وقت التسليم عن طريق T/T أو L/C.
4. فترة التسليم: 30 يوم عمل بعد استلام الوديعة؛
5. التعبئة والتغليف: التعبئة والتغليف البسيطة، وليس إعادة التدوير؛
آلة ثني الصفائح W12CNC مع جهاز تحكم عن بعد هيدروليكي 16 × 2000 مم آلة لف الصفائح بأربع أسطوانات
آلة لف الألواح ذات الأربع أسطوانات من سلسلة W12CNC
هذه الآلة عبارة عن آلة درفلة ألواح بأربع بكرات. يعتمد مبدأ عملها على الحركة المتناسقة لأربع بكرات:
-
الأسطوانة العلوية: يعمل كمحرك رئيسي، ويدور لسحب اللوحة من خلاله.
-
الأسطوانة السفلية: يتحرك عموديًا لتثبيت اللوحة وتوليد احتكاك التغذية اللازم.
-
بكرات جانبية: قم بضبطها لأعلى ولأسفل بزاوية على المحور الرأسي، مع تطبيق قوة دقيقة لثني اللوحة إلى الانحناء المطلوب.
الميزة الأبرز لهذا التكوين هي قدرته على ضبط البكرات الجانبية للثني المتماثل وغير المتماثل. تُقلل هذه العملية من النهايات المسطحة غير المنحنية عند الحواف الأمامية والخلفية للصفيحة. وبالتالي، على عكس الآلات ثلاثية البكرات، تُلغي هذه العملية الحاجة إلى عملية ثني مسبق منفصلة ومعدات مخصصة، مع توفير وظيفة تسوية تقريبية.
بفضل هذه الكفاءات، يتم استخدام هذه الآلة على نطاق واسع في القطاعات الحيوية بما في ذلك صناعات البترول، والكيميائيات، وتصنيع الغلايات وأوعية الضغط، وبناء السفن، والطاقة الكهرومائية، والهياكل المعدنية، والآلات.
أ. جهاز الدعم العلوي (اختياري)
-
وظيفة: يوفر الدعم الداخلي أثناء الدوران الآلي للأسطوانات لمنع الترهل والتحكم في التشوه.
-
عملية: يتحرك الإطار القابل للتعديل والمُدار هيدروليكيًا بشكل متزامن لدعم قطعة العمل من الداخل، ويتراجع لمسح اللحامات.
-
فائدة: تحسين الجودة والكفاءة وتقليل العمل اليدوي.
-
تثبيت: يُطلب من العميل تثبيت مثبتات الأساس مسبقًا لنقطتي دعم أرضيتين.
ب. جهاز الدعم الجانبي (الدعامات الجانبية)
-
وظيفة: لدعم الأسطوانات ذات القطر الكبير أثناء الدرفلة، ومنع الترهل وضمان الدقة.
-
تصميم: يتمتع كل جانب بوجود صفوف متعددة من الأسطوانات.
-
عملية: يمكن تقسيم كل دعم إلى قسمين للتشغيل المستقل، مما يوفر توافقًا أفضل.
-
متعددة الأغراض: عند خفضها، يمكن للدعامات أن تعمل كبكرات.
-
ميزة إضافية: تم تجهيز دعامة جانب التغذية بقضيب دفع هيدروليكي محوري
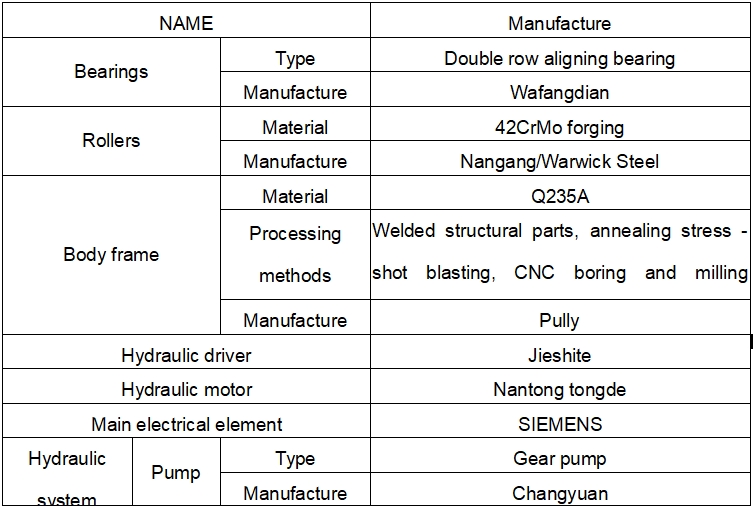
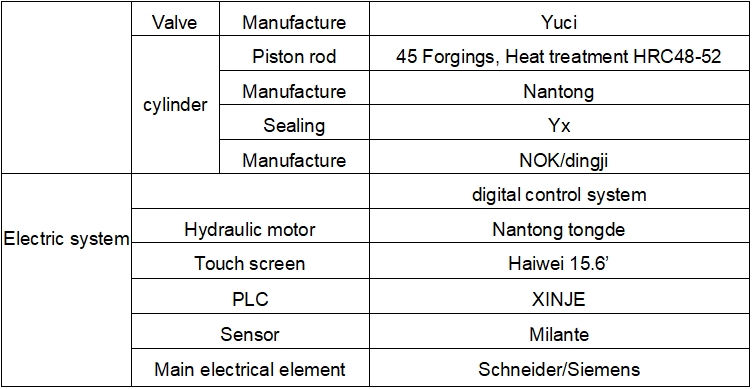
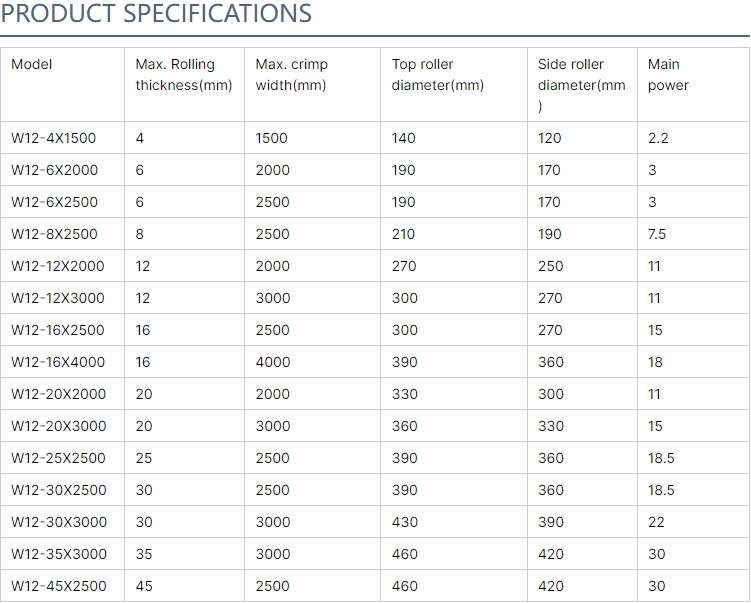
معلمات الآلة

الميزات التقنية لنظام التحكم
-
الهندسة المعمارية الأساسية: يتضمن PLC صناعي عالي الموثوقية ومشفرات دوارة، مما يشكل نظام تحكم عالي الأداء ومستقر.
-
قدرات CNC: يوفر مراقبة في الوقت الفعلي ونقلًا سلسًا للبيانات ووظيفة إيقاف تشغيل الذاكرة للاحتفاظ بالإعدادات.
-
المزامنة الدقيقة: يتحكم PLC تلقائيًا في البكرات السفلية والجانبية، مما يضمن دقة مزامنة تبلغ ±0.15 ملم.
-
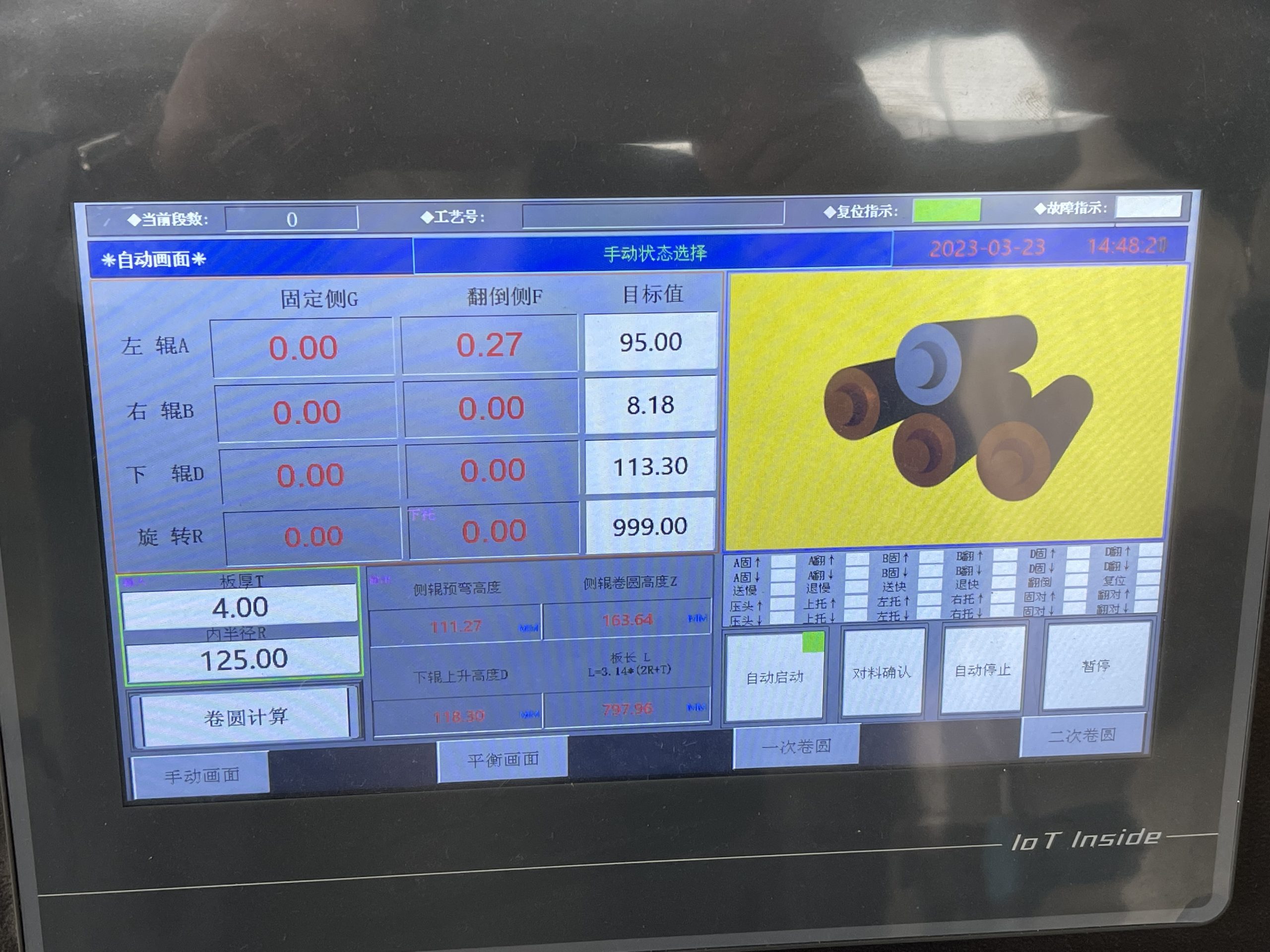
واجهة الإنسان والآلة (HMI): تعرض شاشة قابلة للبرمجة مواضع الأسطوانة في الوقت الفعلي وتسمح بإعداد المعلمات.
-
الاستشعار عالي الدقة: توفر محولات الإزاحة دقة تبلغ 0.10 مم ودقة عرض تبلغ ±0.10 مم.
-
الوظائف الذكية: مجهزة بوظيفة التشخيص الذاتي والحكم التلقائي.
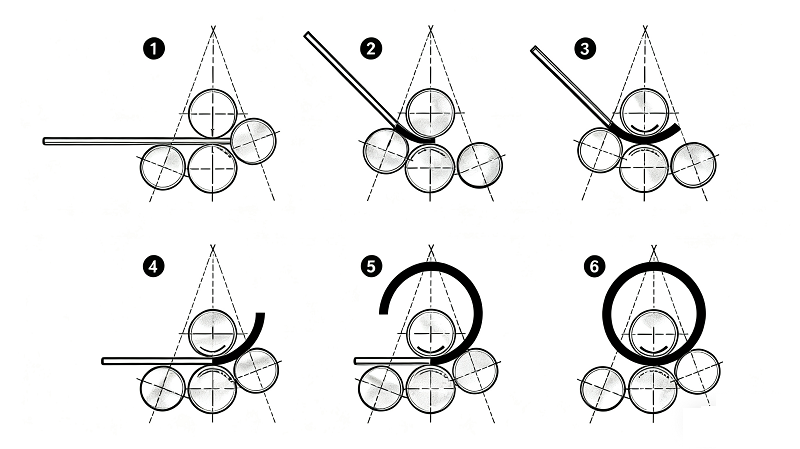
عملية ثني الصفائح
-
إجراءات لف اللوحة القياسية
-
الموضع والمشبك: قم بمحاذاة الحافة الأمامية للّوحة مع الأسطوانة الرئيسية الأمامية. ارفع الأسطوانة السفلية لتثبيت اللّوحة بإحكام.
-
مجموعة للثني المسبق: اسحب اللوحة بحيث تكون حافتها الأمامية قريبة من نقطة انضغاط البكرتين العلوية والسفلية. أنزل بكرة الجانب الأمامي، وارفع بكرة الجانب الخلفي إلى وضعيهما قبل الثني.
-
ثني الحافة مسبقًا: حرّك البكرات الرئيسية لتدوير اللوحة. اثنِ الحافة الأمامية مسبقًا إلى الانحناء المطلوب.
-
مجموعة للدحرجة: قم بخفض الأسطوانة الجانبية الخلفية ورفع الأسطوانة الجانبية الأمامية إلى وضعيهما الأوليين لدورة الدوران الكاملة.
-
لف اللوحة: قم بتحريك البكرات الرئيسية لتدوير اللوحة بشكل مستمر داخل الأسطوانة.
-
إنهاء اللفة: بمجرد اقتراب الحافة الخلفية للوحة من نقطة الضغط، توقف عن الدوران لإكمال عملية اللف.
-
تكوينات الجهاز