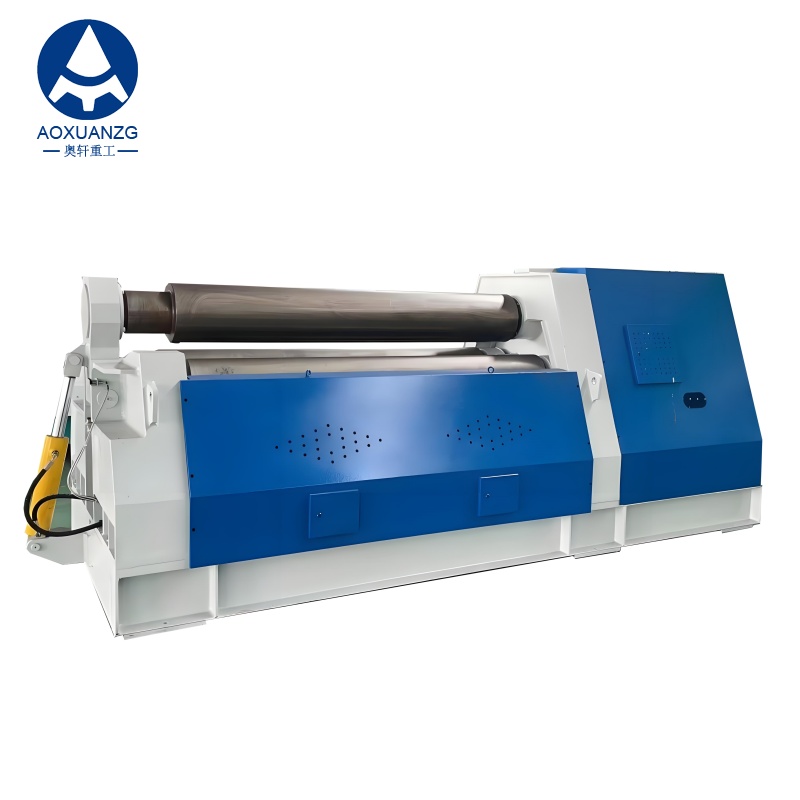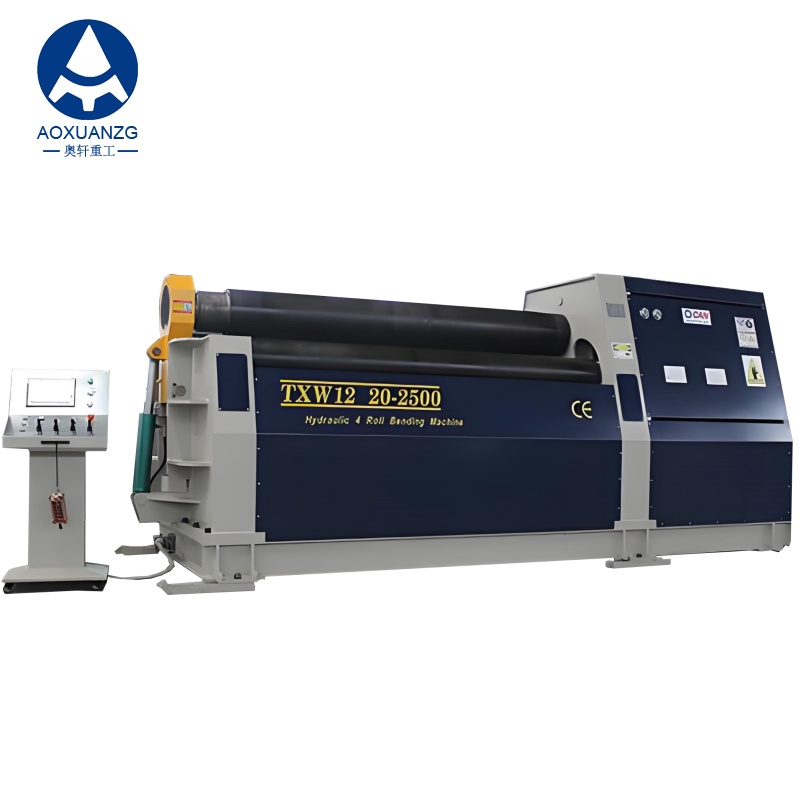





Гидравлический листогибочный станок с ЧПУ WC12CNC-12X1500 с 4-х валковыми гибочными вальцами
1. Цена указана на условиях поставки FOB в Шанхае, Китай.
2. Цена действительна: в течение 30 дней;
3. Способ оплаты: После подписания договора купли-продажи продукции и технического соглашения будет выплачено 30% от общей суммы договора, а 70% от общей суммы договора будут выплачены в момент поставки посредством банковского перевода или аккредитива.
4. Срок поставки: 30 рабочих дней после получения депозита;
5. Упаковка: простая упаковка, не подлежащая переработке;
Гидравлический листогибочный станок с ЧПУ WC12CNC-12X1500 с 4-х валковыми гибочными вальцами

Четырехвалковый листопрокатный станок серии W12CNC
Данная машина представляет собой четырёхвалковую листопрокатную машину. Принцип её работы основан на согласованном движении четырёх валков:
-
Верхний ролик: Выступает в роли главного привода, вращаясь и протягивая пластину.
-
Нижний ролик: Перемещается вертикально, чтобы зажать пластину и создать необходимое трение подачи.
-
Боковые ролики: Регулируйте вверх и вниз под углом к вертикальной оси, прикладывая точное усилие, чтобы согнуть пластину до нужной кривизны.
Существенным преимуществом данной конфигурации является возможность регулировки боковых валков как для симметричной, так и для асимметричной гибки. Это минимизирует количество несогнутых плоских торцов на передней и задней кромках листа. Следовательно, в отличие от трёхвалковых машин, исключается необходимость в отдельной операции предварительной гибки и специальном оборудовании, а также обеспечивается функция грубой правки.
Такая эффективность делает его идеальным для таких критически важных секторов, как нефтяная, химическая промышленность, производство котлов, судостроение, гидроэнергетика, производство металлоконструкций и машиностроение.
Преимущества четырехвалковой гибочной машины
1. Система гидравлического привода: Высокая эффективность и энергосбережение: потребляемая мощность привода составляет всего 601 TP3T по сравнению с традиционными гибочными машинами.
2. Постоянная смазка: Подшипники смазаны на весь срок службы, что исключает необходимость дозаправки в течение всего срока службы.
3. Регулируемое давление зажима: Эффективно предотвращает проскальзывание, что обеспечивает производительность на 50%–80% выше, чем у трехвалковых машин.
4. Высокая формовочная способность: Возможность получения окончательного диаметра цилиндра, составляющего всего 1,1 диаметра верхнего ролика.
Основные характеристики нашей четырехвалковой листопрокатной машины
-
Интеграция с ЧПУ: Оснащен точной системой ЧПУ для автоматизированной работы и повторяемых результатов.
-
Интегрированное выравнивание: Возможность грубого выравнивания листа перед прокаткой, что оптимизирует процесс.
-
Однопроходная формовка: Позволяет завершить цилиндрическую форму, включая предварительную гибку, за одну установку, исключая вторичные операции.
-
Улучшенное вращение конуса: Независимое управление роликами обеспечивает большее удобство и точность при формировании больших конических секций.
-
Упрощенная коррекция: Позволяет легко корректировать неровные края в процессе прокатки, повышая эффективность.
-
Механизм поворота дуги: Боковые ролики вращаются по дуге, создавая усилие, которое максимизирует силу гибки при минимальном гидравлическом усилии.
-
Пропорциональная синхронизация: Два боковых ролика синхронизированы с помощью пропорциональных клапанов, что обеспечивает точное и сбалансированное движение для получения превосходной округлости.
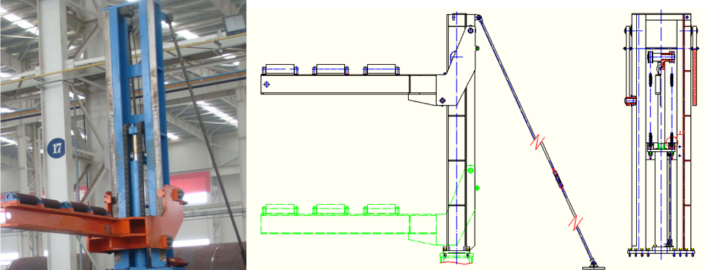
А. Верхнее поддерживающее устройство (опционально)
-
Функция: Обеспечивает внутреннюю поддержку во время автоматизированной прокатки цилиндров для предотвращения провисания и контроля деформации.
-
Операция: Регулируемая рама с гидравлическим приводом синхронно перемещается, поддерживая заготовку изнутри, и отводится назад, освобождая шов.
-
Выгода: Улучшает качество, эффективность и сокращает ручной труд.
-
Установка: Требуется, чтобы заказчик заранее установил фундаментные анкеры для двух точек опоры на грунт.
Б. Боковое поддерживающее устройство (боковые опоры)
-
Функция: Для поддержки цилиндров большого диаметра во время прокатки, предотвращения провисания и обеспечения точности.
-
Дизайн: Каждая сторона оснащена несколькими рядами роликов.
-
Операция: Каждую опору можно разделить на две секции для независимой работы, что обеспечивает лучшее соответствие.
-
Многоцелевой: В опущенном состоянии опоры могут выполнять функцию роликов.
-
Дополнительная функция: Опора со стороны подачи оснащена осевым гидравлическим толкателем.
-
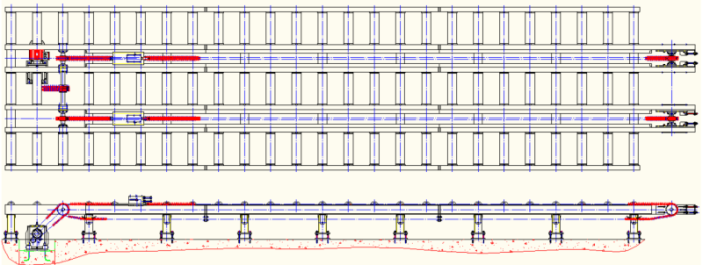
C. Платформа для кормления
Система подачи оснащена роликовым конвейером для оптимизации перемещения материала. Эта система использует ролики, двигатели, редукторы и гидравлические цилиндры для поддержки стального листа и его подачи непосредственно в листопрокатный станок.
Автоматическое центрирующее устройство обеспечивает быстрое выравнивание по продольной стороне. Два таких устройства, установленных спереди и сзади направляющей, обеспечивают точное позиционирование. Они отличаются компактной конструкцией, быстрым откликом, высокой точностью, надёжностью работы и универсальностью. Каждое устройство включает в себя подающие ролики, силовой агрегат, направляющие и монтажные кронштейны.
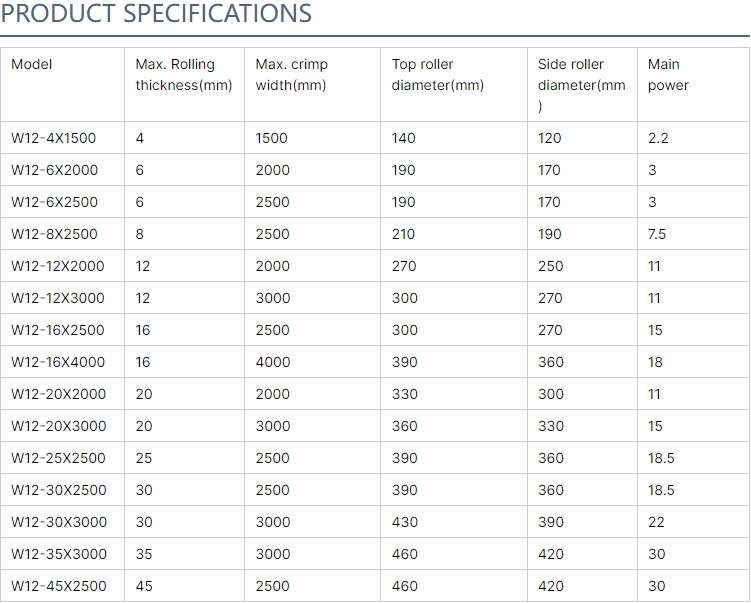
Параметры машины
Технические характеристики системы управления
-
Основная архитектура: Состоит из высоконадежного промышленного ПЛК и вращающихся энкодеров, образующих высокопроизводительную и стабильную систему управления.
-
Возможности ЧПУ: Обеспечивает мониторинг в режиме реального времени, бесперебойную передачу данных и функцию памяти при отключении питания для сохранения настроек.
-
Точная синхронизация: ПЛК автоматически управляет нижними и боковыми роликами, гарантируя точность синхронизации ±0,15 мм.
-
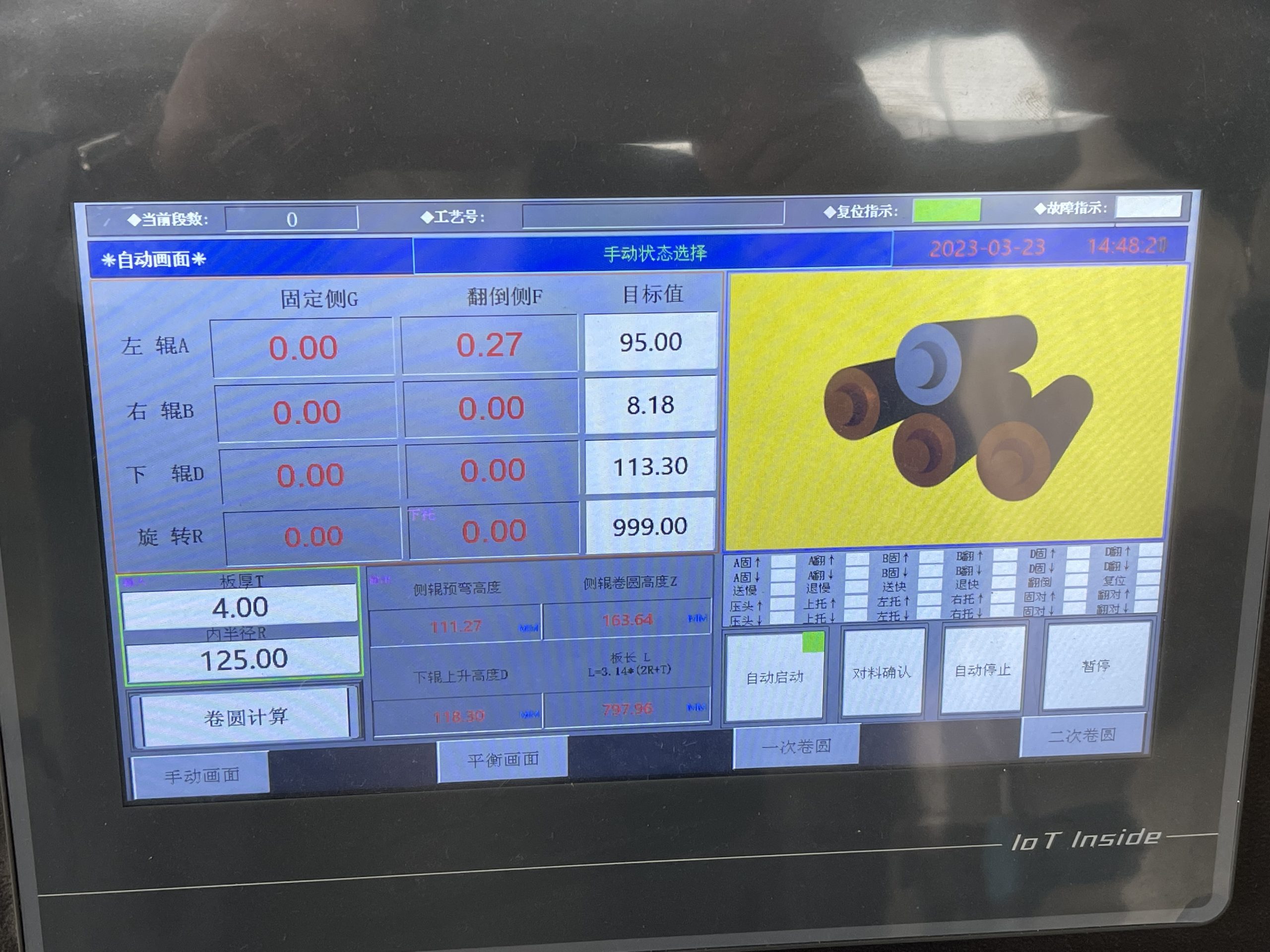
Человеко-машинный интерфейс (HMI): Программируемый дисплей отображает положение роликов в реальном времени и позволяет настраивать параметры.
-
Высокоточное зондирование: Датчики смещения обеспечивают разрешение 0,10 мм и точность отображения ±0,10 мм.
-
Умная функциональность: Оснащен функцией автоматической самодиагностики и оценки.
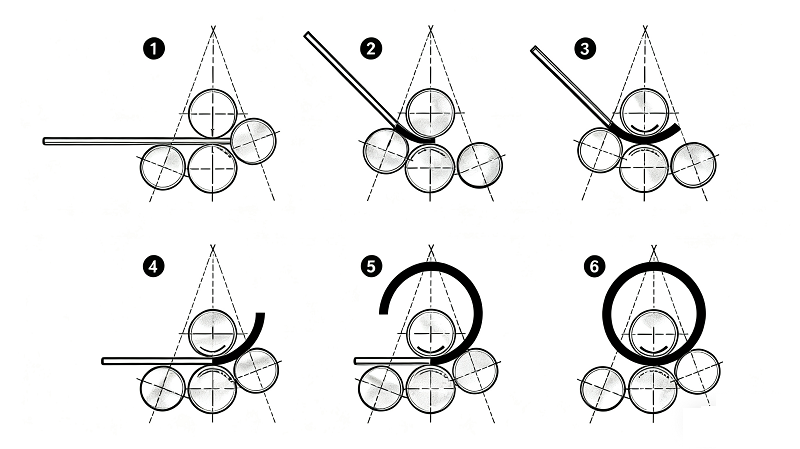
Процесс гибки пластин
-
Стандартная процедура прокатки листов
-
Положение и зажим: Совместите передний край пластины с передним основным роликом. Поднимите нижний ролик, чтобы надёжно зафиксировать пластину.
-
Набор для предварительной гибки: Отведите лист так, чтобы его передний край оказался рядом с точкой защемления верхнего и нижнего валков. Опустите передний валок и поднимите задний валок в положение, соответствующее предварительной гибке.
-
Предварительно согните край: Приведите в движение основные валки, чтобы вращать пластину. Предварительно согните переднюю кромку до необходимой кривизны.
-
Набор для прокатки: Опустите задний боковой ролик и поднимите передний боковой ролик в исходное положение для полного цикла прокатки.
-
Раскатываем тарелку: Приводите в движение основные валки, чтобы непрерывно скручивать пластину в цилиндр.
-
Закончите ролл: Как только задняя кромка пластины приблизится к точке защемления, прекратите вращение, чтобы завершить процесс прокатки.
-
Конфигурации машин