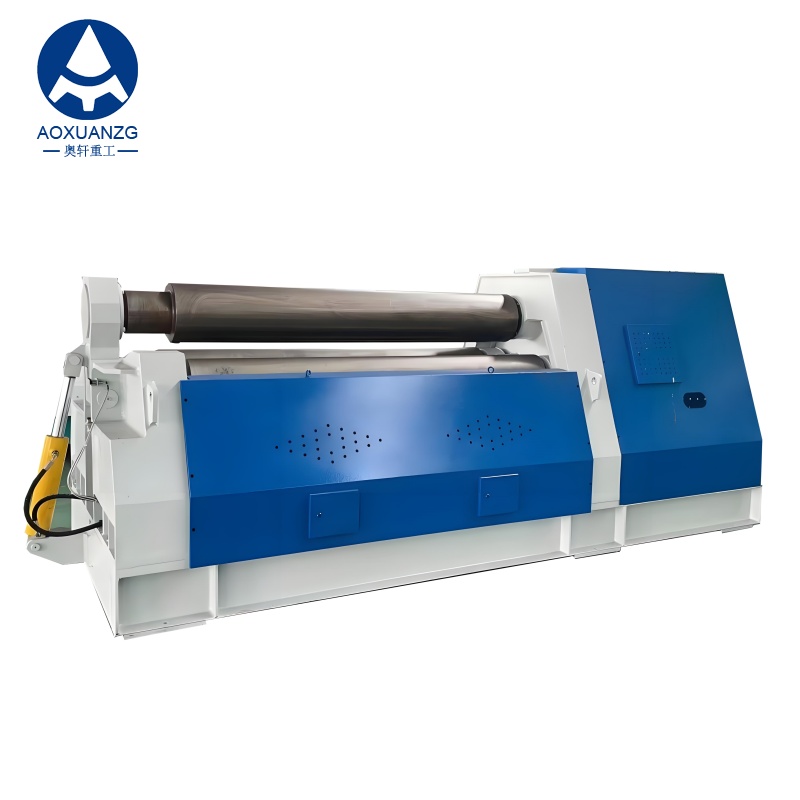






Гидравлический гибочный станок с ЧПУ W12-10*3000, автоматическая четырехвалковая вальцовка листового металла для шестерней из нержавеющей стали с ПЛК-ядр
1. Цена указана на условиях поставки FOB в Шанхае, Китай.
2. Цена действительна: в течение 30 дней;
3. Способ оплаты: После подписания договора купли-продажи продукции и технического соглашения будет выплачено 30% от общей суммы договора, а 70% от общей суммы договора будут выплачены в момент поставки посредством банковского перевода или аккредитива.
4. Срок поставки: 30 рабочих дней после получения депозита;
5. Упаковка: простая упаковка, не подлежащая переработке;
Гидравлический гибочный станок с ЧПУ W12-10*3000 с четырьмя валками для листовой стали и нержавеющей стали
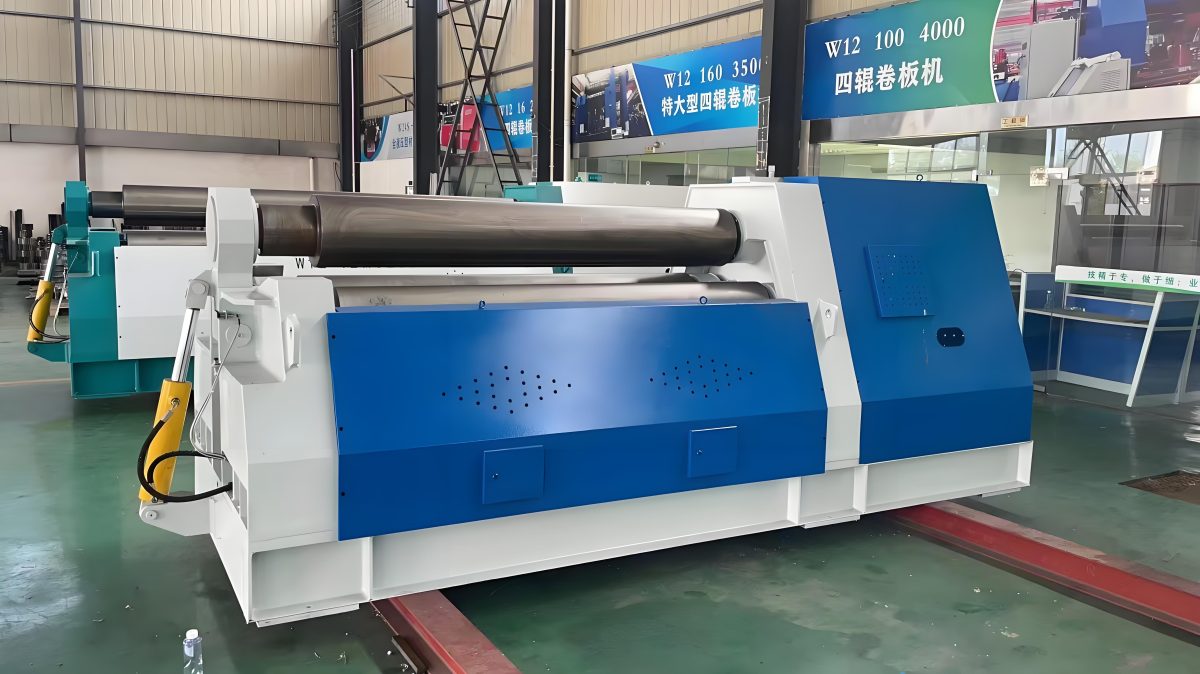
Четырехвалковый листопрокатный станок серии W12CNC
Данная машина представляет собой четырёхвалковую листопрокатную машину. Принцип её работы основан на согласованном движении четырёх валков:
-
Верхний ролик: Выступает в роли главного привода, вращаясь и протягивая пластину.
-
Нижний ролик: Перемещается вертикально, чтобы зажать пластину и создать необходимое трение подачи.
-
Боковые ролики: Регулируйте вверх и вниз под углом к вертикальной оси, прикладывая точное усилие, чтобы согнуть пластину до нужной кривизны.
Существенным преимуществом данной конфигурации является возможность регулировки боковых валков как для симметричной, так и для асимметричной гибки. Это минимизирует количество несогнутых плоских торцов на передней и задней кромках листа. Следовательно, в отличие от трёхвалковых машин, исключается необходимость в отдельной операции предварительной гибки и специальном оборудовании, а также обеспечивается функция грубой правки.
Благодаря этим показателям эффективность данной машины широко используется в важнейших отраслях, включая нефтяную, химическую, котлостроение и производство сосудов высокого давления, судостроение, гидроэнергетику, металлоконструкции и машиностроение.
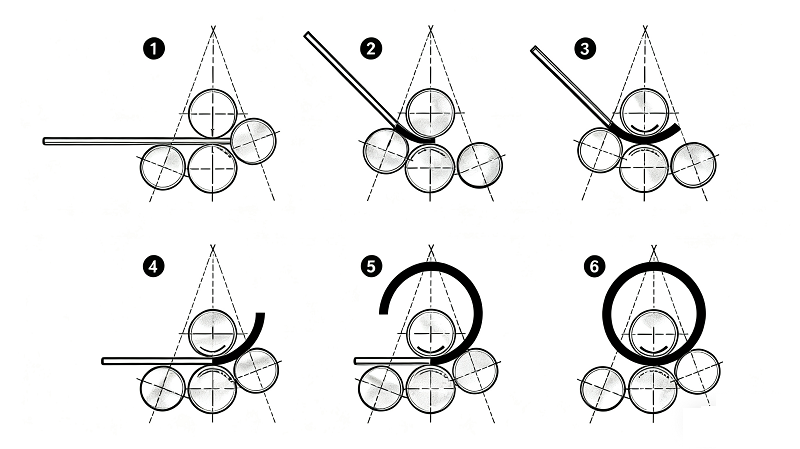
Процесс гибки пластин
-
Стандартная процедура прокатки листов
-
Положение и зажим: Совместите передний край пластины с передним основным роликом. Поднимите нижний ролик, чтобы надёжно зафиксировать пластину.
-
Набор для предварительной гибки: Отведите лист так, чтобы его передний край оказался рядом с точкой защемления верхнего и нижнего валков. Опустите передний валок и поднимите задний валок в положение, соответствующее предварительной гибке.
-
Предварительно согните край: Приведите в движение основные валки, чтобы вращать пластину. Предварительно согните переднюю кромку до необходимой кривизны.
-
Набор для прокатки: Опустите задний боковой ролик и поднимите передний боковой ролик в исходное положение для полного цикла прокатки.
-
Раскатываем тарелку: Приводите в движение основные валки, чтобы непрерывно скручивать пластину в цилиндр.
-
Закончите ролл: Как только задняя кромка пластины приблизится к точке защемления, прекратите вращение, чтобы завершить процесс прокатки.
-

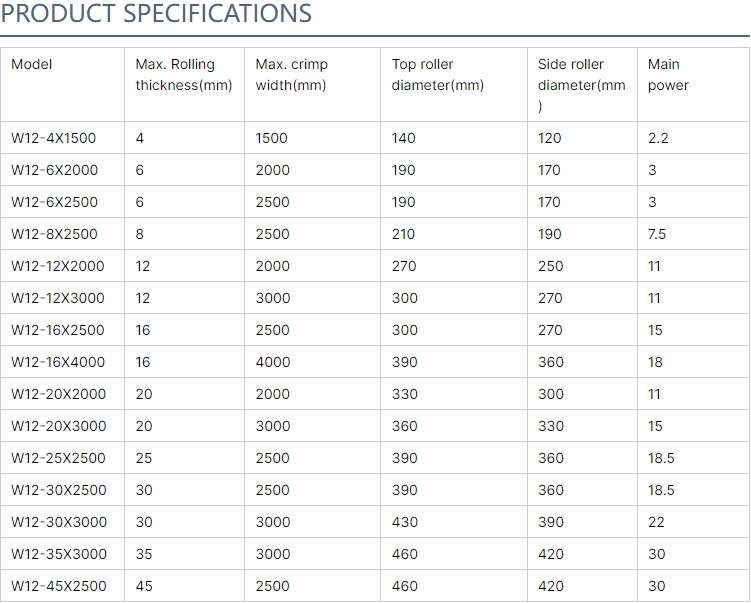
Параметры машины

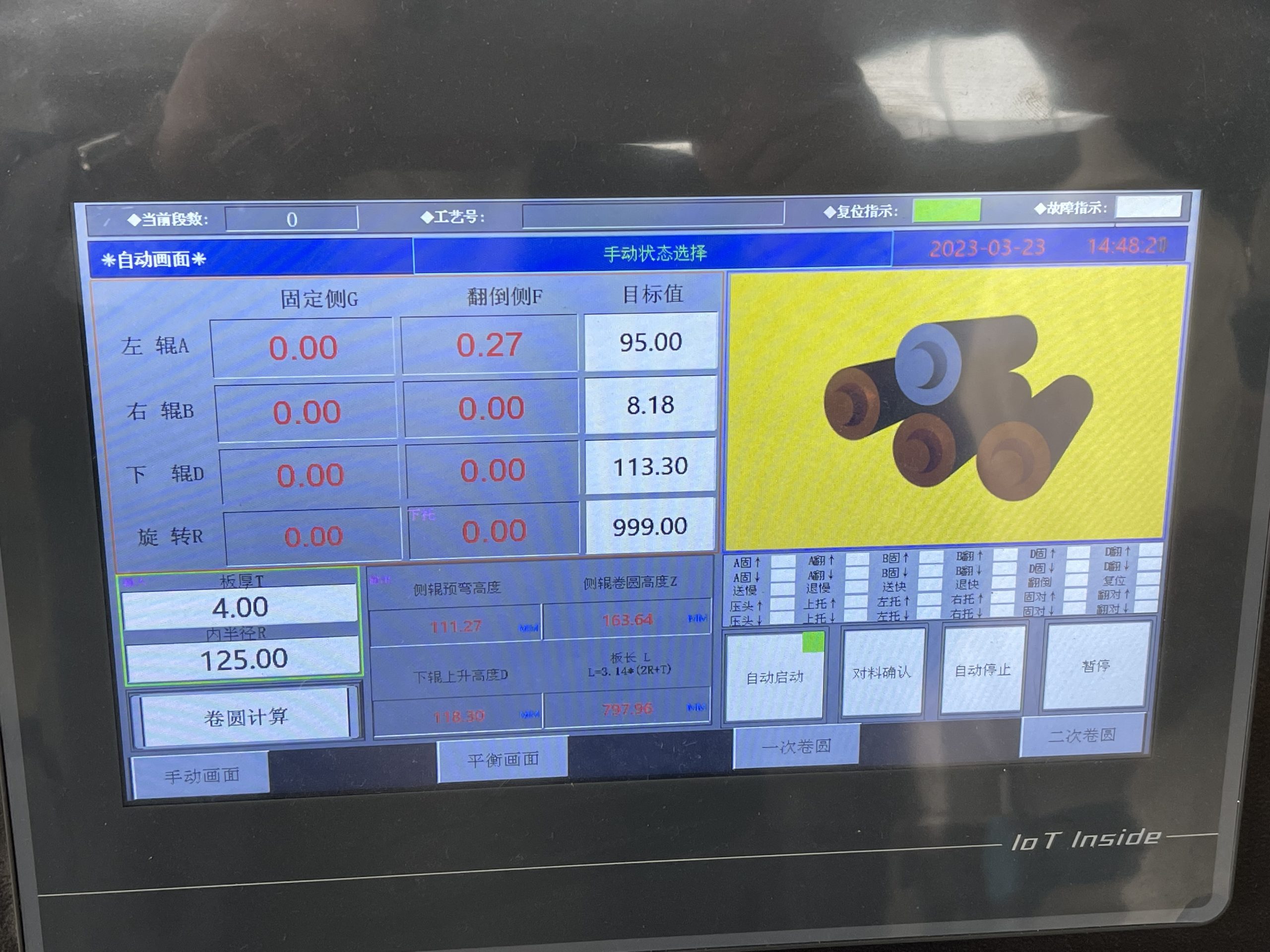
Технические характеристики системы управления
-
Основная архитектура: Состоит из высоконадежного промышленного ПЛК и вращающихся энкодеров, образующих высокопроизводительную и стабильную систему управления.
-
Возможности ЧПУ: Обеспечивает мониторинг в режиме реального времени, бесперебойную передачу данных и функцию памяти при отключении питания для сохранения настроек.
-
Точная синхронизация: ПЛК автоматически управляет нижними и боковыми роликами, гарантируя точность синхронизации ±0,15 мм.
-
Человеко-машинный интерфейс (HMI): Программируемый дисплей отображает положение роликов в реальном времени и позволяет настраивать параметры.
-
Высокоточное зондирование: Датчики смещения обеспечивают разрешение 0,10 мм и точность отображения ±0,10 мм.
-
Умная функциональность: Оснащен функцией автоматической самодиагностики и оценки.
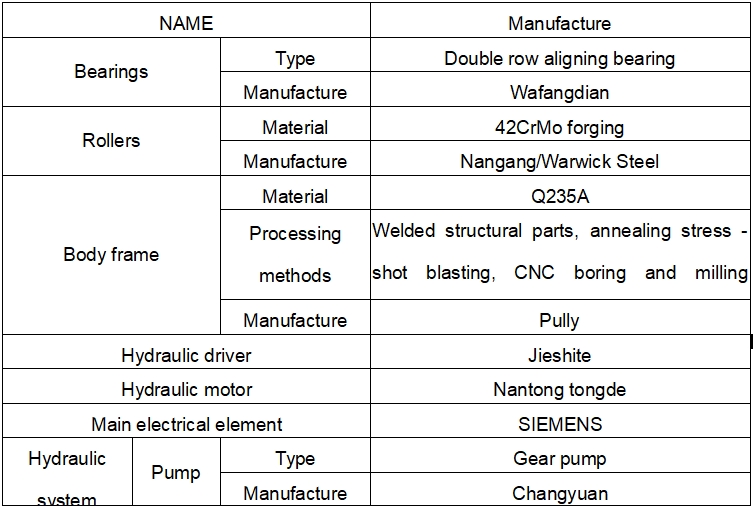
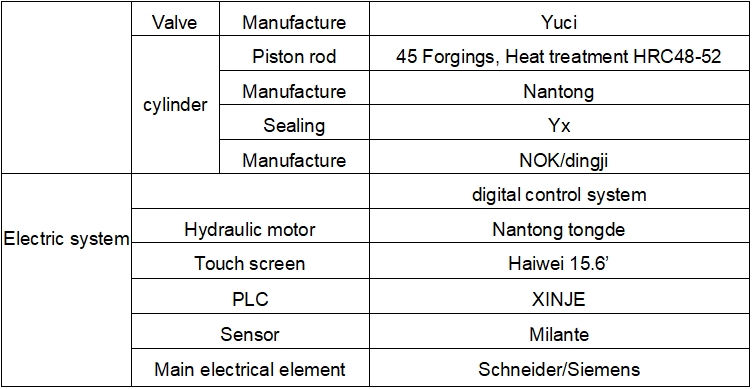
Конфигурации гидравлической четырехвалковой прокатной машины